用于激光加工中超快自动聚焦的动态 Z 扫描
发布时间:2023-11-23 09:30:46 阅读数: 211
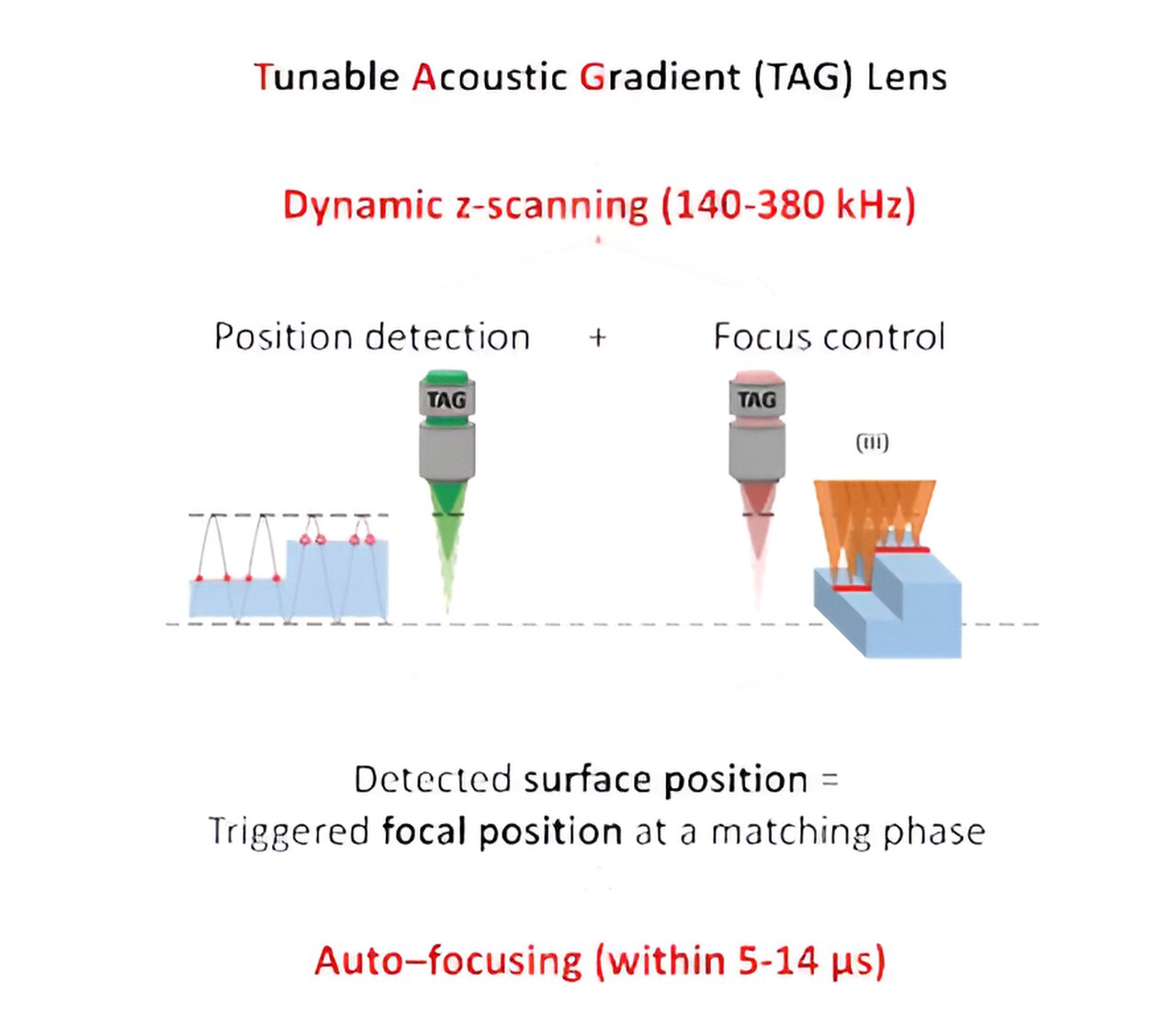
用于自动对焦的动态 Z 扫描工作原理示意图。动态光束整形是通过双光路设置(绿色为探测光束,红色为制造光束)中工作频率为 140-380kHz 的单 TAG 透镜实现的。系统扫描时,第一束激光用于跟踪表面的精确位置。第二束激光与 TAG 透镜同步,从而在表面上获得所需的焦点位置。作者:Xiaohan Du、Camilo Florian、Craig B. Arnold
在基于激光的制造过程中,适应非平面或不断变化的表面历来是一项劳动密集型工作,涉及复杂的焦点映射程序和或原位特征描述。这往往会导致重新定位错误和加工时间延长。
为了解决这些问题,激光加工中的超高速自动聚焦技术应运而生。而大多数自动对焦技术仍然需要电动平台的机械运动。这种在光束传播轴上的机械运动可能比横向速度慢得多,从而减慢了表面检测和重新对准的过程。此外,它还需要反馈、控制和传感方法来确定光学焦点位置。
在《光: 科学与应用》(Light: Science & Applications)上发表的一篇新论文中,由美国普林斯顿大学机械与航空航天工程系克雷格-阿诺德(Craig B. Arnold)教授领导的研究小组开发出一种快速方法,可同时跟踪表面的具体位置并调整光学系统的焦点。他们采用了轴向变焦光学系统,特别是 TAG 透镜,其工作频率为 0.1-1 MHz,绕过了光束传播方向上的机械运动延迟。
研究小组创新性地使用了动态 Z 扫描技术,在没有任何机械轴向运动的情况下同时进行检测和移动。理论上,表面检测、焦点检索和发射制造激光脉冲之间的时间不超过两个z扫描周期,即几微秒,大大快于任何结合了辅助表面位置传感元件的机械式重新聚焦系统。
研究小组解释了其自动对焦方法的工作原理:"我们将单个变焦镜头集成到双激光束装置中,该装置由探测光束和制造光束组成。探测光束沿 Z 轴连续扫描,其反射的时间响应与表面位置有关"。
"与此同时,我们通过在适当的时间触发制造激光,将制造光束引导到所需的位置。这种方法减少了激光脉冲散焦,在加工非平面或变化样品时提高了加工速度"。
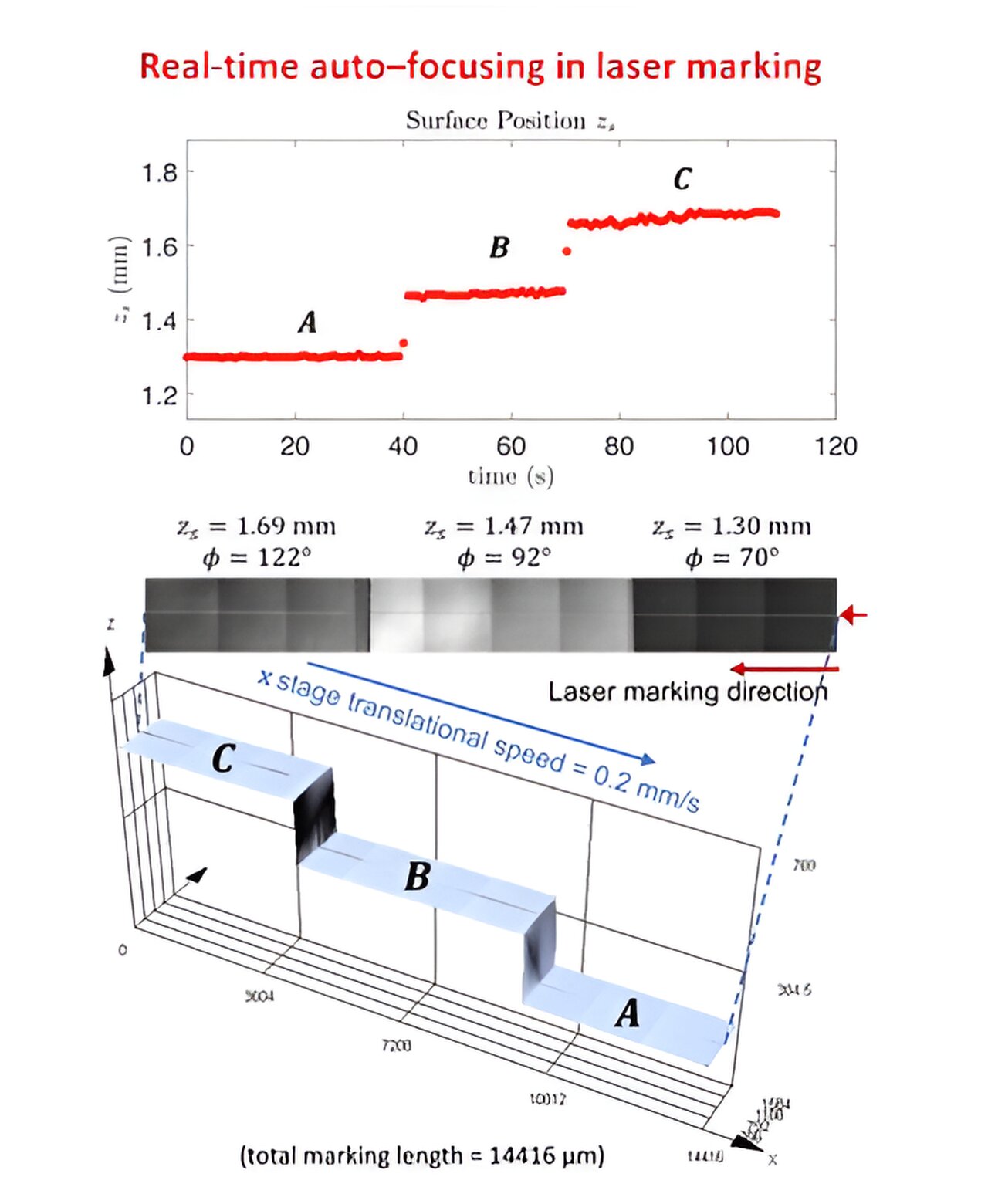
左图显示了实时自动对焦激光在粘贴三片硅片的两步式表面上打标时的表面位置。右图为两步表面的三维显微镜观察图,中间的线条表示激光在阶梯表面上的均匀打标。与传统的定焦加工相比,动态 Z 扫描自动对焦方法减少了激光脉冲散焦,提高了加工非平面或变化表面时的加工速度。作者:Xiaohan Du、Camilo Florian、Craig B. Arnold
研究人员还强调了这项技术的潜力,即利用实验室自制的实时检测和对焦系统进行自动对焦,该系统设计用于即时跟踪表面形貌,而无需在 Z 方向上进行任何机械运动。
"这种新颖的轴向对焦解决方案为非平面和可变表面的高速材料加工提供了新的可能性。我们相信,从光学元件的机械运动到动态光束整形的转变,将不断激发光学计量和三维激光制造领域更多令人兴奋的应用"。
参考资料
Xiaohan Du et al, Single-lens dynamic z-scanning for simultaneous in situ position detection and laser processing focus control, Light: Science & Applications (2023). DOI: 10.1038/s41377-023-01303-2