-
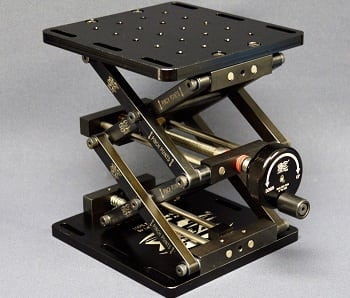
 旅行范围: 95.25mm 负载能力: 4.53kg 负载能力: 4.53kg
旅行范围: 95.25mm 负载能力: 4.53kg 负载能力: 4.53kgXtreme-Z-Mini-4自豪地在美国制造。Xtreme-Z-Mini-4的行程为3.750英寸,完全折叠位置为2.500英寸,完全展开位置为6.250英寸,占地面积为6.000英寸×6.250英寸。非常适合小型外壳或空间有限的区域。它采用重型高精度部件,如硬化杆、青铜衬套和精密加工部件,以实现平稳运动。Xtreme-Z-Mini-4在较小或较大负载下稳定,在整个运动范围内具有+或–.010″偏转(自动定心)。容易适应光学台,光学支架,和其他实验室设备装置,以及固定装置和运动系统。承重能力为10磅。
-
 旅行范围: 177.8mm 负载能力: 4.53kg 负载能力: 4.53kg
旅行范围: 177.8mm 负载能力: 4.53kg 负载能力: 4.53kgXtreme-Z-Mini-8自豪地在美国制造。Xtreme-Z-Mini-8的行程为7.500英寸,完全折叠位置为4.000英寸,完全展开位置为11.500英寸,占地面积为6.000英寸×6.250英寸。非常适合小型外壳或空间有限的区域。它采用重型高精度部件,如硬化杆、青铜衬套和精密加工部件,以实现平稳运动。Xtreme-Z-Mini-8在较小或较大负载下稳定,在整个运动范围内具有+或–.010″偏转(自动定心)。容易适应光学台,光学支架,和其他实验室设备装置,以及固定装置和运动系统。承重能力为10磅。
-
 水晶类型: Other 水晶直径: 30mm 水晶长度: 30mm AR 涂层: Uncoated
水晶类型: Other 水晶直径: 30mm 水晶长度: 30mm AR 涂层: UncoatedONYX欢迎所有关于AFB®复合光学元件可行性的询问。我们有兴趣讨论和制造新的材料组合和结构几何形状。我们的目标是提供高质量的复合材料,为您的系统需求提供解决方案,因此我们鼓励任何设计提交审查。Onyx因其通过应用AFB®制造大尺寸晶体的能力而闻名。我们主要使用AFB®来生产尺寸大于商业生长所能提供的YAG和YVO4晶体,然后用于制造AFB®光学元件。这一过程将适用于几乎所有的材料玛瑙工程。
-
 安装材料: Aluminum 调整: Rotation
安装材料: Aluminum 调整: Rotation5LAOM大口径光学支架设计用于定位高达600mm的大型光学元件。通常,LAOM光学支架在高功率激光系统和天文学等应用中是非常有效的解决方案。LAOM系列光学支架在方位角和仰角轴上具有完整的360度旋转,如果两个坐标的传输是分离的。特殊的弹簧预加载内部机构产生接近零的齿隙运动。在±4°范围内的微调可产生高质量的运动,灵敏度小于1弧秒。时效硬化铝合金保证了装配的柔软性、高的热稳定性和高的振动稳定性。
-
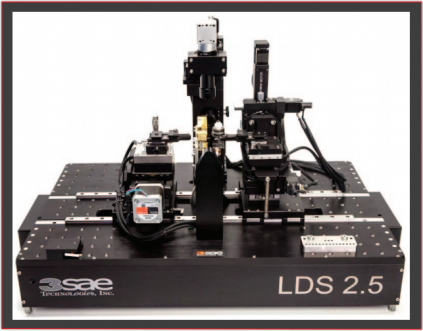 支持的光纤直径: 125 - 2500 um
支持的光纤直径: 125 - 2500 um利用精密工程、20多年的BER拼接和玻璃加工经验,3SAE Technologies开发了LDS 2.5玻璃加工系统。无论应用是BER端盖的拼接、锥形、高功率BER激光组件制造(如模式ELD适配器、泵浦组合器和泵浦/信号组合器),LDS 2.5都能克服当前BER组件制造工艺的障碍,以满足较苛刻的要求。LDS 2.5专为再现性、精度和用户友好操作而设计,为用户提供了一种光学元件产品开发的制造方法。其极高的灵活性使客户能够实现当前和未来的玻璃加工和熔接可能性。精密的机械设计、高对比度光学器件以及对位置和角度BER对准的绝对控制,使LDS 2.5在竞争技术中脱颖而出。
-
 水晶类型: Nd:YAG AR 涂层: Uncoated
水晶类型: Nd:YAG AR 涂层: Uncoated1964年,贝尔实验室首次演示了掺杂三价钕的钇铝石榴石作为激光增益介质的操作[1]。今天,Nd:YAG已经在固体激光材料中取得了主导地位,成为世界范围内使用较广泛的激光介质,应用于医疗、工业、军事和科学市场。Nd:YAG激光器通常发射1064nm的红外光,但也使用940、1120、1320和1440nm附近的其他跃迁[2]。在SM,我们专注于高纯度低损耗稀土掺杂YAG激光材料的生长和制造。SM的研究带来了许多发现,使激光材料表现出更高的效率、更大的输出功率、更高的抗损性、更低的热透镜效应、更高亮度和更高TEM00输出。我们为您的大批量生产或小批量开发工作提供激光棒、平板、光盘、无源Q开关和YAG光学器件的定制制造。
-
 端口数量: 1 - 2 波长范围: 375 - 750 nm
端口数量: 1 - 2 波长范围: 375 - 750 nm凭借市场上独特的销售主张,我们自主研发的高精度光束开关可用于高端功能,如将激光束导入单模光纤。
-
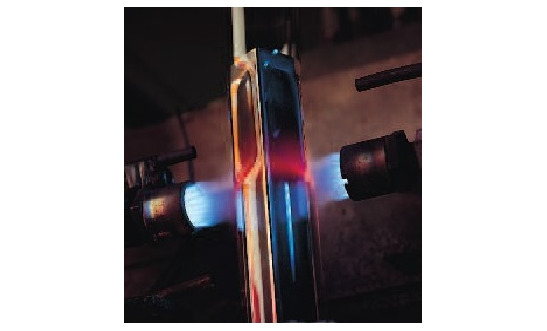
 激光类型: CO2 激光功率: 600W 激光波长: 10600nm 工作区宽度: 180cm 工作区长度: 123cm
激光类型: CO2 激光功率: 600W 激光波长: 10600nm 工作区宽度: 180cm 工作区长度: 123cm激光切割和雕刻系统L-1200以较高的切割速度提供独特的精度和切割质量,适用于通过单独选择正确的激光功率进行加工的任何材料。所有欧洲激光切割系统的激光功率均为60至600瓦。您的优势:应用相关的效率。激光切割系统L-1200还可与穿梭台系统一起使用,使您的生产率提高一倍,或与用于纺织品加工的输送机系统一起使用。
-
 材料: YAG, Other 陶瓷类型: Not Applicable 组件类型: Rods, Tubes, Substrates, Flowtubes, Other
材料: YAG, Other 陶瓷类型: Not Applicable 组件类型: Rods, Tubes, Substrates, Flowtubes, Other安德鲁斯玻璃公司了解激光器制造商在不断增加的功率输出和与玻璃管设计系统相关的整流电弧问题方面遇到的挑战。我们的核心专业领域之一包括用于制造激光系统的管状玻璃部件的制造。我们的专长包括CO2、HeNe、YAG和准分子组件,包括气体放电和返回管、流管、连接器和灰尘捕集器。此外,在使用硼硅酸盐玻璃、石英和陶瓷的应用中,我们拥有玻璃-金属密封方面的专业知识。
-
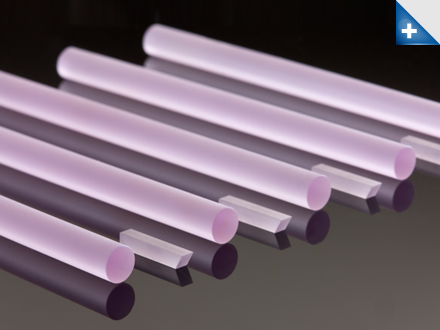
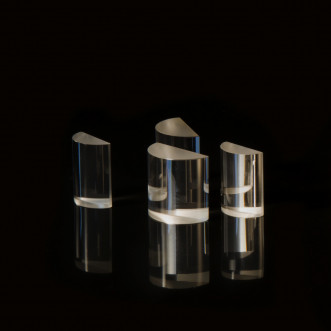 镜头类型: Positive 材料: Optical glass/ Fused silica 尺寸: 30mm 焦距: 50mm
镜头类型: Positive 材料: Optical glass/ Fused silica 尺寸: 30mm 焦距: 50mm正柱面透镜能够从光点产生线图像,以改变图像的纵横比或将准直的输入光聚焦到线。平凸柱面透镜通常用于狭缝和线检测器阵列的照明、激光投影、激光线聚焦和变形光束整形。
-
 处理区: Not Specified
处理区: Not Specified我们的销售和应用团队是业内较优秀的团队之一,我们的客户专家可以帮助您找到正确的解决方案,以解决让您夜不能寐的应用问题。我们知道,应用开发是激光购买经验的重要组成部分,正因为如此,我们在北美和亚洲对行业领先的创新实验室™进行了大量投资。我们多年的激光材料相互作用知识,加上我们的大量应用经验,我们在创新实验室™的团队已准备好在较短的时间内成功地将您的产品从概念转变为现实,因此我们可以帮助您实现严格的制造目标。如果您的应用需要比人的头发还小且肉眼看不见的孔,AOC拥有基于激光的高精度微孔钻孔非接触式加工方法。由于微小钻孔应用的直径和复杂性,用传统的机械钻孔方法很难(如果不是不可能的话)产生所需的较终结果。AOC为您的微孔钻孔需求提供解决方案。
-
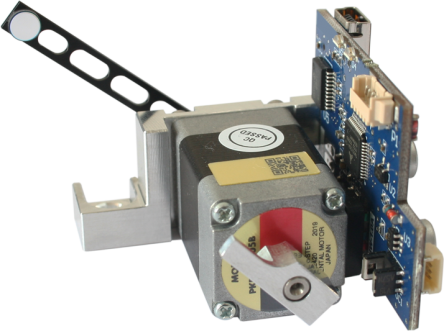
 波长: 1030nm 工作距离: 17mm 空间分辨率: 1um 处理区: Not Specified 最大线性处理速度: 500mm/sec
波长: 1030nm 工作距离: 17mm 空间分辨率: 1um 处理区: Not Specified 最大线性处理速度: 500mm/sec实验室FemtoLab激光微加工工作站是科学实验室的较佳解决方案。配备高精度线性定位平台,高性能振镜扫描仪和多功能微加工软件SCA,
-

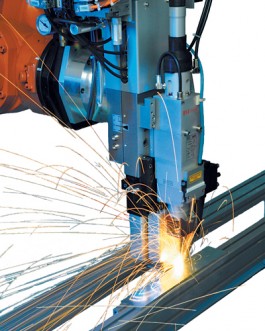
II-VI的新型激光切割头满足平板切割的所有要求:生产率、可靠性、可维护性和连接性。光学机械系统专为工业环境中的极高功率和24/7运行而设计。我们更快的新型变焦光学系统,其焦点直径(M)和焦点位置(Z)的扩展和无限可变调节,可在各种材料和厚度上实现出色的切割性能,从而实现较大的灵活性和生产率。新功能可防止污染,确保高可靠性。集成传感器提供了卓越的嵌入式智能水平,可进行状态监控并较大限度地延长正常运行时间。欢迎使用新一代激光切割头。
-

HighModular是一种高度灵活的加工头,通常用于激光焊接,包括汽车行业的电池焊接。它设计有嵌入式控制单元,可通过图形用户界面(GUI)进行编程。HighModular能够连续调整焦点直径和位置,不仅从一个工件到下一个工件,而且在连接过程中,将软件控制焊接的灵活性和生产率提升到一个全新的水平。通过集成的一维扫描仪、变焦准直和广泛的光学扩展模块阵列,实现了较大的聚焦控制灵活性。这些功能可在铝、铜和钢等多种材料上实现近乎无限的高度优化激光焊接任务。
-

这些特性使II-VI PDT能够应用于节省时间和成本的激光钎焊和焊接。有了这种自控激光加工头,就可以利用合理的激光技术,而无需技术投入,例如,用于焊接行李箱盖、顶部和密封管道钎焊或钎焊和焊接搭接接头(法兰焊接和法兰焊接)。PDT的无问题使用是基于触觉伺服电机辅助的焊缝跟踪,该跟踪集成在加工光学系统中。这涉及经由与聚焦引导系统直接耦合的光学机械旋转运动的触觉传感器,可选地具有或不具有导线。这一经过行业验证的技术使PDT成为高动态1μm激光材料加工应用(如白车身焊接)的优选。加工头可以将激光焦点移动到精确的焊接或钎焊位置,然后在加工过程中安全准确地将其引导到工件上方。这补偿了零部件的公差以及编程或处理机器的不准确性。路径可以保持不变,从而显著简化控制。在基于PC的用户界面的帮助下,可以对头部(控制功能、输入和输出)进行参数化。
-

今天,在激光应用和激光系统安装中,激光不是成本的决定因素。现代二极管、光纤和圆盘激光器的效率已经将成本贡献转移到附件和系统集成上。新型激光加工头PDT-B采用无与伦比的高性价比设计,通过提供基本的焊缝跟踪和自动聚焦功能,遵循了激光的典型趋势。激光应用较重要的要求之一是将激光束的焦点精确定位在确定的焊缝位置。激光加工头PDT-B的专利技术以一种非常简单的方式处理这项任务。直接位于激光焦点前面的触觉传感器控制横向和垂直光束位置,从而保证工件上的正确位置。
-

作为第三维的先锋,激光加工头RLSK为激光焊接设定了新的效率标准。RLSK结合了远程激光焊接原理的优点:大工作距离和在3D工作空间中定位光束的能力。在其整个3D工作空间中,RLSK允许在毫秒内进行光束定位,并保证统一的光束直径。这种3D能力允许远程激光加工头沿着高速机器人运动精确地定位光束,从而实现短的周期时间以及激光和机器人的非常高的利用率。
-
对于钣金封装的高质量焊接连接,百分之百的聚焦引导可靠性是绝对必须的。II-VI HIGHYAG RSK激光加工头可确保这一点。集成的压力辊或压力指夹紧工件,从而同时接管工件上焦点位置的引导。100daN),辊子或指状物在金属片包装上运行,从而精确地跟随工件的形状。压力手指与焦点的直接耦合实现了“自动聚焦控制”,这大大简化了工艺设置。另一方面,施加反压力也可以产生低于焊头重量的力,从而使“失重”焊接工艺成为可能。为了在两侧夹紧金属板包装,在气动线性单元上安装了具有双滚轮或双手指的夹紧模块。这使得能够实现高达100daN的夹紧力。久经考验的聚焦头BIO和BIMO具有快速更换滑盖和光电滑盖监控的优点,用于聚焦激光束。配备头戴式EPS的HIGHYAG RSK的模块化设计允许客户特定的系统集成和机器人适应性(带或不带碰撞传感器)、广泛的应用范围和多功能、长期保证的改装可能性。因此,高水平的投资安全得到了保证。
产品选型就用光电查
个人中心
退出登录