铜的激光微焊接
发布时间:2023-08-07 00:00:00 阅读数: 35
推动微型焊接技术发展的动力
激光材料加工技术是实现复杂目标的重要技术之一,也是为电动汽车组件制造过程中的电气和机械连接提供高质量要求的重要技术。在切割材料、制作电池外壳以及将导体材料连接到电池单元时,都会用到激光束源。本文将具体讨论激光微焊接技术在铜方面的应用。本文主要基于亚琛工业大学(WTH Aachen University)科学家的研究成果。
常见应用的连接器材料的厚度范围为:圆柱形电池单元 100 至 300 微米,电池外壳 250 至 300 微米。开发波长在近红外范围(1030-1070 nm)的光纤激光光束源是焊接这些材料的主要目标,加工时间短,输入能量少。
在这一波长范围内,用于电接触的铜材料对激光能量的吸收率不到 5%。现在,通过创建蓝色波长范围(450 nm)的激光束源,该方法可以利用在环境条件下高达 50-60% 的吸收率。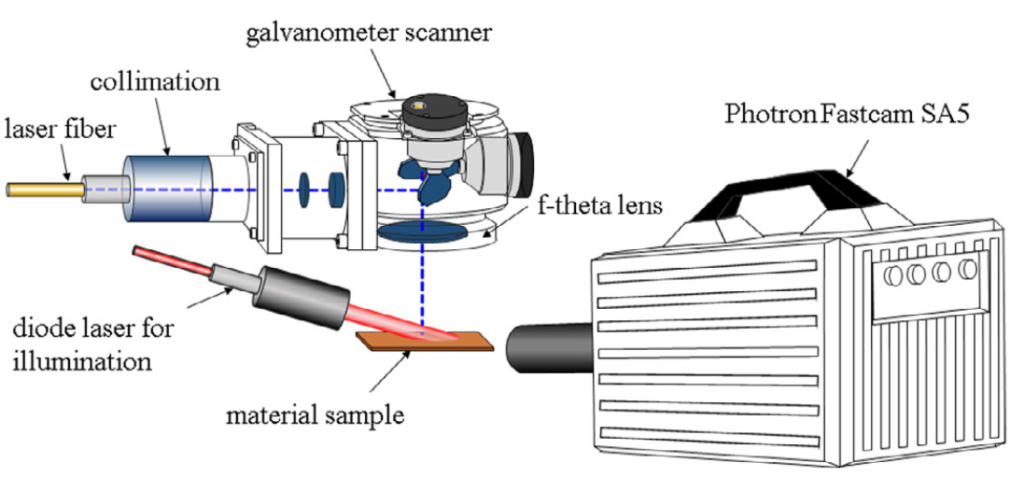
图 1:包括高速摄像在内的光学装置。图片由爱思唯尔提供
在这种情况下,就有可能创造出比以前更精确、更易于管理的工艺。目前正在研究蓝激光光束源的使用和开发。2017 年首次有报道称,波长为 450 nm、激光功率足以用于激光束微焊接的激光束源已经问世。
蓝激光束和微激光焊接
随后,Nuburu 公司制造出了第一台波长为 450 nm、输出功率为 150 W 的商用二极管激光器 AO-150。使用蓝色激光束光源(见图 1)对厚度为 125 米的铜箔进行的初步研究表明,铜箔焊接时不会出现飞溅或气孔。
热传导焊接中的气孔也是可以避免的。目前的主要开发重点已经放在激光束源上,这种激光束源具有更高的光束质量和更大的激光功率,最高可达 1.5 千瓦。对于板上焊缝,仍在开发中的激光系统输出功率超过 500 W,可以在进给速度为 4 m/min 的情况下焊接深度超过 300 m。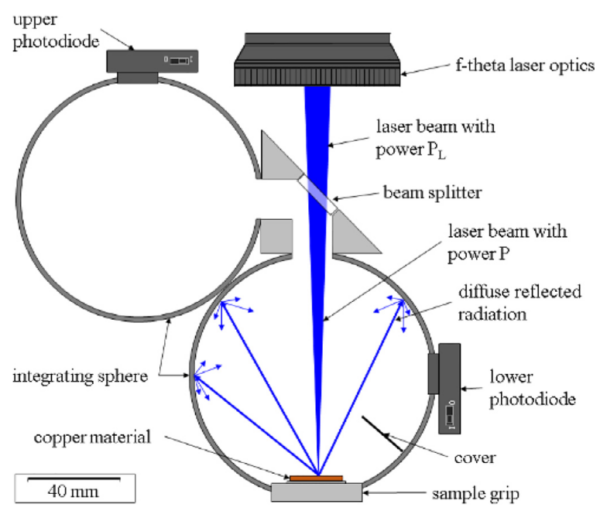
图 2:积分球实验装置。图片由爱思唯尔提供
激光微焊接的实验装置
利用带有高速轴的固定光学镜组(见图 1 和图 2)通过激光束移动材料样品是所有实验的共同特点。本研究实验中使用的是波长为 450 nm 的 Nuburu 公司 AO-150 激光系统。
激光器是在基于扫描仪的光学配置中实现的。在铜-ETP 和铜-Sn6 焊接过程中,对整个过程中发生的激光吸收进行了彻底检查。为了研究材料表面的焊接过程,采用了高速摄像技术(见图 1),将焊接过程分为不同的阶段。使用技术上重要的接头结构,如对接接头和重叠接头,对扫描仪应用所采用的激光束源的限制进行了探讨。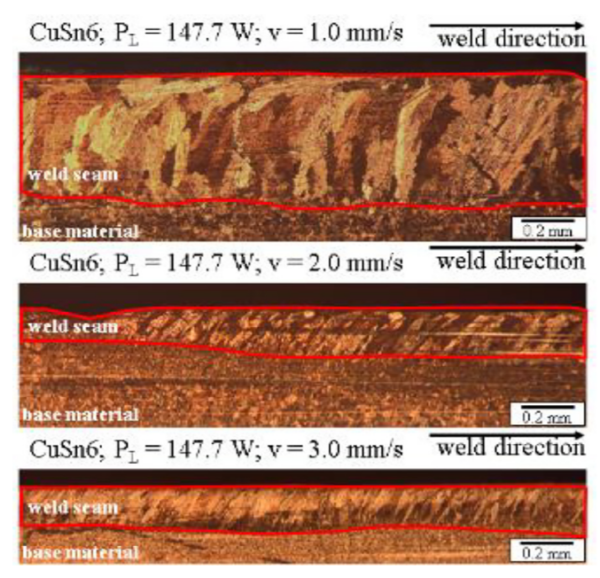
图 3:CuSn6 的纵切面。图片由爱思唯尔提供
结果与讨论
德鲁德模型
为了对激光光束源进行分类,并为未来 450 nm 的潜在用途提供路线图,我们使用了热传导模型对研究进行补充。要从理论上解释金属材料表面对电磁波的吸收,必须考虑材料的许多内部过程(例如,见图 3)。
然而,由于必须精确了解表面的几何特性和化学成分等因素,因此只能在有限的范围内对吸收进行精确计算。实际上,从简单的 Drude 模型中已经可以获得电特性的定性描述。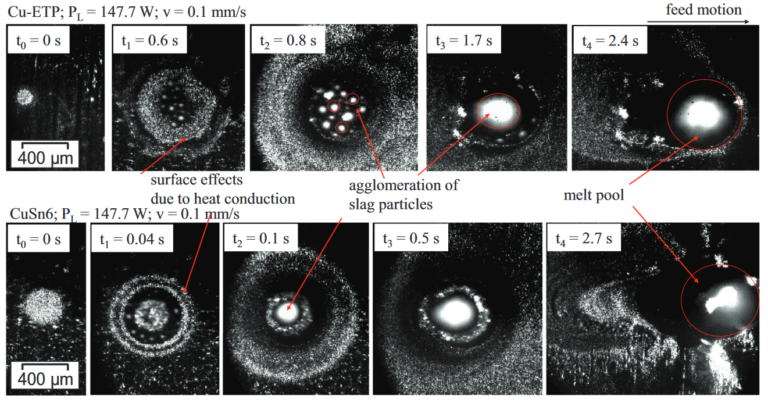
图 4:Cu-ETP 和 CuSn6 激光焊接过程的高速录像。图片由 Elsevier 提供
吸收率
需要采用实验方法来确定各种材料随波长变化的吸收率。所有已检测过的金属材料的吸收率都会随着波长的减小而升高。Cu-ETP 的吸收率从 1070 纳米波长时的 2.5% 增加到 515 纳米波长时的 68%(见图 4)。CuSn6 也有同样的表现。吸收率从 9.5% 上升到 70%。
铝的吸收率也有所上升,但没有铜基产品那么明显。在波长为 808 纳米时,铝的最大吸收率约为 24%。由于波长越来越短,吸收系数不会继续上升。铝合金(如 AlMgSi1)的吸收系数则有显著上升(见图 5)。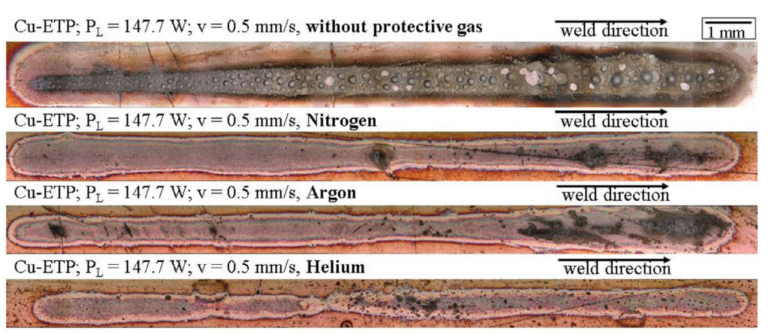
图 5:保护气体对焊接结果的影响。图片来源:爱思唯尔
材料特性和保护气体的影响
使用波长在 450 nm 范围内的激光束源会导致焊接过程中吸收率较高,尤其是在铜和铜合金之间的焊接应用中。实验装置采用了波长为 450 纳米的 Nuburu AO-150 二极管激光光源。本次研究将采用两种不同的激光功率水平。聚焦透镜后,输出功率为 147.7 W。
在积分球实验装置内部(分光镜的透射率为 89.14%)的材料表面上,激光功率为 131.7 W。接下来的实验将使用这一最大激光功率。由于激光器的质量问题,热传导焊接采用了基于扫描仪的方法。
Photron Fastcam SA5 也用于观察焊接过程。通过高速摄像,可以非常详细地观察焊接过程的动态。该装置包括一个波长为 808 nm 的二极管激光器,用于提供过程照明。在高速摄像机上,使用了波长为 808 nm 的光学宽带滤光片。通过制备横截面可以对焊接材料样品进行额外的观察。
在尺寸为 10 x 30 毫米、厚度为 1 毫米的 Cu-ETP 和 CuSn6 试样上,进行了珠对板焊接。在厚度为 0.5 毫米、0.3 毫米和 0.15 毫米的材料上,还进行了其他连接配置。
摘要
本文使用低功率 450 nm 二极管激光器对基于扫描仪的光学系统进行了可行性分析。与固定光学系统相比,该系统在焊缝几何设计方面有更大的自由度。此外,为了提供潜在用途的总体概况,还对目前所有可用的激光光束源进行了基于模型的比较。