-

LLTF对比度是一种连续可调的高分辨率带通滤波器,可有效地将超连续源转换为宽范围可调的皮秒激光器。该滤波器以高效率传输单条激光线,同时以极好的带外抑制来阻挡不需要的线。LLTF对比度是一种非色散滤波器,保持了超连续谱激光器固有的单模光束质量,具有广泛的应用前景。有两个波长调谐选项,可见光和近红外,超连续谱的全光谱可以覆盖。LLTF对比度与任何WhitelasesSupercontinuum光源兼容,设计用于处理Fianium Supercontinuum系统的极高功率。它完全即插即用,可直接适应超连续谱输出准直器。通过USB 2.0和直观的图形用户界面进行控制
-
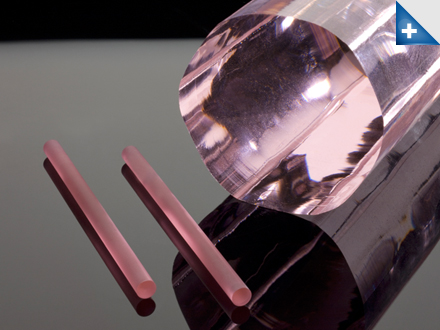 水晶类型: Er:YAG AR 涂层: Uncoated
水晶类型: Er:YAG AR 涂层: Uncoated高掺杂(50%)铒YAG是一种众所周知的用于产生2940nm发射的激光源,通常用于医疗[1](例如,美容皮肤磨削术)和牙科[2](例如,口腔手术)应用,这是由于在该波长下强烈的水和羟基磷灰石吸收。研究了低掺杂(<1%)铒YAG作为一种有效的方法,通过2级共振泵浦方案产生高功率和高能量的1.6微米“人眼安全”激光发射。在这些系统中,光纤或二极管激光器泵浦~1.5微米4I15/2->4I13/2 4I15/2 4I13/2吸收带,其中斯塔克能级之间的非辐射耦合允许1.6微米激光发射,量子效率超过90%[3]。
-
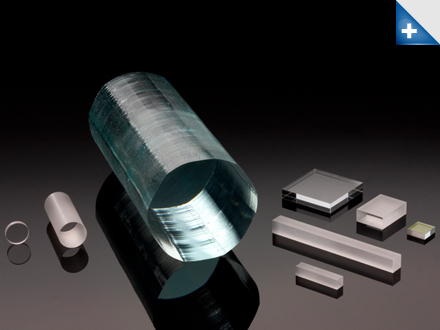 水晶类型: Yb:YAG AR 涂层: Uncoated
水晶类型: Yb:YAG AR 涂层: Uncoated掺杂三价镱(Yb3+)的晶体在紧凑、高效的二极管泵浦激光系统中显示出巨大的应用潜力。[1-4]Yb3+离子只有两个流形,基态2F7/2和激发态2F5/2,它们相隔约10,000cm-1。因此,Yb3+掺杂材料具有有利于高能量1µm激光系统的光谱和激光特性。特别地,Yb3+掺杂材料不应遭受浓度猝灭、上转换或激发态吸收。Yb3+离子还具有很长的能量存储寿命(通常是相同基质中Nd3+的三到四倍)和非常小的量子亏损,这减少了激光过程中的热量产生。在基质材料YAG的特定情况下,Yb3+的存储寿命为950µs,量子亏损仅为8.6%。Yb3+:YAG还具有940nm的宽泵浦线,其比Nd3+:YAG中的808nm泵浦线宽10倍,使得系统对泵浦二极管波长的热漂移不太敏感。这些材料特性与940nm长寿命InGaAs泵浦二极管的发展相结合,使该材料成为二极管泵浦高能激光器的优秀候选材料。据报道,基于SM的升级Yb3+:YAG激光器系统的CW输出功率超过430 W,[1]准CW输出功率为600 W,[4]光光效率为60%。[2]据报道,此类系统可在千瓦级的输出功率下进行缩放。掺杂Yb3+的YAG晶体可以从1%-100%的各种掺杂剂浓度获得(例如镱铝石榴石-YbAg)。
-
 运行模式: Continuous Wave (CW) 激光源类型: Not Specified 投影类型: Dot 波长: 670nm
运行模式: Continuous Wave (CW) 激光源类型: Not Specified 投影类型: Dot 波长: 670nm激光测微仪以简单、易用且经济实惠的封装为行业带来了测量和校准的多功能性。激光测微仪2000是一种增强型数字对准系统,专为需要在工厂车间快速高效地对准机器和设备的工业用户而设计。测微仪是校准、测量、校准和安装设备的理想选择,而且用途广泛,可用于许多其他项目。MicroGage 2000可提供0.0001英寸或更高的精确测量以及80英尺或更大的工作范围,为工业用户提供强大的功能。MicroGage设置简单,可快速调整,以帮助您在整个设施中进行困难的应用。
-
 处理区: Not Specified
处理区: Not Specified我们的销售和应用团队是业内较优秀的团队之一,我们的客户专家可以帮助您找到正确的解决方案,以解决让您夜不能寐的应用问题。我们知道,应用开发是激光购买经验的重要组成部分,正因为如此,我们在北美和亚洲对行业领先的创新实验室™进行了大量投资。我们多年的激光材料相互作用知识,加上我们的大量应用经验,我们在创新实验室™的团队已准备好在较短的时间内成功地将您的产品从概念转变为现实,因此我们可以帮助您实现严格的制造目标。如果您的应用需要比人的头发还小且肉眼看不见的孔,AOC拥有基于激光的高精度微孔钻孔非接触式加工方法。由于微小钻孔应用的直径和复杂性,用传统的机械钻孔方法很难(如果不是不可能的话)产生所需的较终结果。AOC为您的微孔钻孔需求提供解决方案。
-
 材料: BK7, UVFS, CaF2, ZnSe, H-K9L, BaF2, MgF2, H-ZF13 直径: 150mm 焦距: 100mm 边缘厚度,Te: 5mm 镜头类型: Plano-Convex, Plano-Concave, Bi-Convex, Bi-Concave
材料: BK7, UVFS, CaF2, ZnSe, H-K9L, BaF2, MgF2, H-ZF13 直径: 150mm 焦距: 100mm 边缘厚度,Te: 5mm 镜头类型: Plano-Convex, Plano-Concave, Bi-Convex, Bi-Concave透镜是用于透射或折射光线,使光束会聚或发散的一种光学元件。Phyo Optics为光学系统提供了许多不同类型的透镜配件。根据要求,尺寸可为直径2.5mm至400mm。包括施加在表面上的定制涂层。如果有特殊要求,通常从CDGM或Schott中选择透镜材料。同时,我们有库存的镜头零件供您参考。其中一些我们可以免费提供样品进行质量评估。
-
 基底材料: N-BK7, Fused Silica, UV Grade Fused Silica, IR Grade Fused Silica, Sapphire, Ge, ZnSe, ZnS, CaF2, IR Grade CaF2, MgF2 抗反射涂层: Coated, Uncoated 直径: 25.4mm 表面质量: 10-5 scratch-dig 表面平整度: lambda/8, lambda/4
基底材料: N-BK7, Fused Silica, UV Grade Fused Silica, IR Grade Fused Silica, Sapphire, Ge, ZnSe, ZnS, CaF2, IR Grade CaF2, MgF2 抗反射涂层: Coated, Uncoated 直径: 25.4mm 表面质量: 10-5 scratch-dig 表面平整度: lambda/8, lambda/4光学窗口:光学平面,将光学玻璃双面平行抛光成精度比较高的面。它主要用于测试或装配设备,以便让光线进入测试机器或仪器。使用各种光学材料,如BK7、熔融石英、Ge、ZnSe、钙、蓝宝石或MgF,PHYO光学器件提供许多不同类型窗口。包括平行或楔形。它们中的大多数具有AR涂层,以提高显示中从UV到IR光的透射率。一些零件可以在激光系统中使用,具有较高的平面度和表面质量。
-
 波长: 1310nm 运行模式: Continuous Wave (CW)
波长: 1310nm 运行模式: Continuous Wave (CW)激光猫头鹰1310是一个成本效益,紧凑,手持式激光光源。温度补偿输出被校准以将-10dBm的光功率耦合到单模光纤中。该光源安装了一个1310nm激光器,并可轻松升级为1550nm光源。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-
 波长: 1310nm 运行模式: Continuous Wave (CW)
波长: 1310nm 运行模式: Continuous Wave (CW)激光猫头鹰是一个成本效益,紧凑,手持式激光光源。温度补偿单模激光器被校准以将-10dBm的光功率耦合到单模光纤中。该光源安装了1310nm和1550nm激光器。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-
 波长: 1310nm 运行模式: Continuous Wave (CW)
波长: 1310nm 运行模式: Continuous Wave (CW)激光猫头鹰1310HP(高功率)是一个成本效益,紧凑,手持式激光光源。温度补偿输出被校准以将0dBm的光功率耦合到单模光纤中。该光源提供单一的1310nm版本,并可轻松升级为1550nm激光器。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-
 波长: 1550nm 运行模式: Continuous Wave (CW)
波长: 1550nm 运行模式: Continuous Wave (CW)激光猫头鹰1550是一个成本效益,紧凑,手持式激光光源。校准温度补偿输出以将-10dBm的光功率耦合到单模光纤中。该光源安装了一个1550nm激光器,并可轻松升级为1310nm光源。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-
 波长: 1550nm 运行模式: Continuous Wave (CW)
波长: 1550nm 运行模式: Continuous Wave (CW)激光猫头鹰1550马力(高功率)是一个成本效益,紧凑,手持式激光光源。温度补偿输出被校准以将0dBm的光功率耦合到9微米单模光纤中。该光源提供单一的1550nm版本,并可轻松升级为1310nm激光器。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-
 波长: 1310nm 运行模式: Continuous Wave (CW)
波长: 1310nm 运行模式: Continuous Wave (CW)HE激光猫头鹰HP(高功率)是一种具有成本效益的紧凑型手持式激光光源。温度补偿输出被校准以将0dBm的光功率耦合到9微米单模光纤中。该光源安装了1310nm和1550nm激光器。该光源操作简单,具有直观的2按钮界面:一个按钮控制功率,另一个按钮用于选择输出波长。LED指示灯突出显示所选电源,并验证电池电量是否足以维持校准的输出功率。
-

微型激光材料加工在柔性制造中发挥着越来越重要的作用。对于创新的激光束源,包括二极管激光器以及光盘和光纤激光器,可能的部署方案正在不断扩大。灵活的模块化II-VI HIGHYAGµ激光加工头充分发挥了激光系统在微型激光加工的各种工作场景中的潜力。除了在单一模式下切割以获得切割宽度为几微米的切口外,加工头还可以部署在其他光学配置中,用于焦点在毫米范围内的塑料焊接。对于定制应用,可提供工艺支持模块,如用于焊接的切割和保护气体喷嘴。过程监控模块设计用于过程监控和设置。当涉及到图像识别和焊缝检测系统的组合时,可提供光学接口,允许以µm范围内的局部分辨率对加工点进行成像。模块化系统允许使用较多样化的几何参数对激光加工设施中的头部进行通用机械集成。
-

HighMotion 2D是一款远程激光焊接头,经过优化,可在电动汽车所用电池的铝和铜连接上进行高质量和高度可靠的焊接。该系统在连续波操作中的额定平均激光功率为6 kW,并经过优化,可承受焊接高反射材料时的典型背反射。先进的光学设计通过较大限度地减少热致焦点偏移,实现了出色的成像质量。配备II-VI F-Theta透镜,可以在200x300mm²的加工区域内实现接近正交的焊接角度,这确保了光束可以在电池焊接中使用的复杂而狭窄的夹紧装置周围接近工件。
-

这些特性使II-VI PDT能够应用于节省时间和成本的激光钎焊和焊接。有了这种自控激光加工头,就可以利用合理的激光技术,而无需技术投入,例如,用于焊接行李箱盖、顶部和密封管道钎焊或钎焊和焊接搭接接头(法兰焊接和法兰焊接)。PDT的无问题使用是基于触觉伺服电机辅助的焊缝跟踪,该跟踪集成在加工光学系统中。这涉及经由与聚焦引导系统直接耦合的光学机械旋转运动的触觉传感器,可选地具有或不具有导线。这一经过行业验证的技术使PDT成为高动态1μm激光材料加工应用(如白车身焊接)的优选。加工头可以将激光焦点移动到精确的焊接或钎焊位置,然后在加工过程中安全准确地将其引导到工件上方。这补偿了零部件的公差以及编程或处理机器的不准确性。路径可以保持不变,从而显著简化控制。在基于PC的用户界面的帮助下,可以对头部(控制功能、输入和输出)进行参数化。
-

今天,在激光应用和激光系统安装中,激光不是成本的决定因素。现代二极管、光纤和圆盘激光器的效率已经将成本贡献转移到附件和系统集成上。新型激光加工头PDT-B采用无与伦比的高性价比设计,通过提供基本的焊缝跟踪和自动聚焦功能,遵循了激光的典型趋势。激光应用较重要的要求之一是将激光束的焦点精确定位在确定的焊缝位置。激光加工头PDT-B的专利技术以一种非常简单的方式处理这项任务。直接位于激光焦点前面的触觉传感器控制横向和垂直光束位置,从而保证工件上的正确位置。
产品选型就用光电查
个人中心
退出登录